Project – Enzymatic Reactive Distillation
Enhancement of conversion, reduction in investment

About this project….
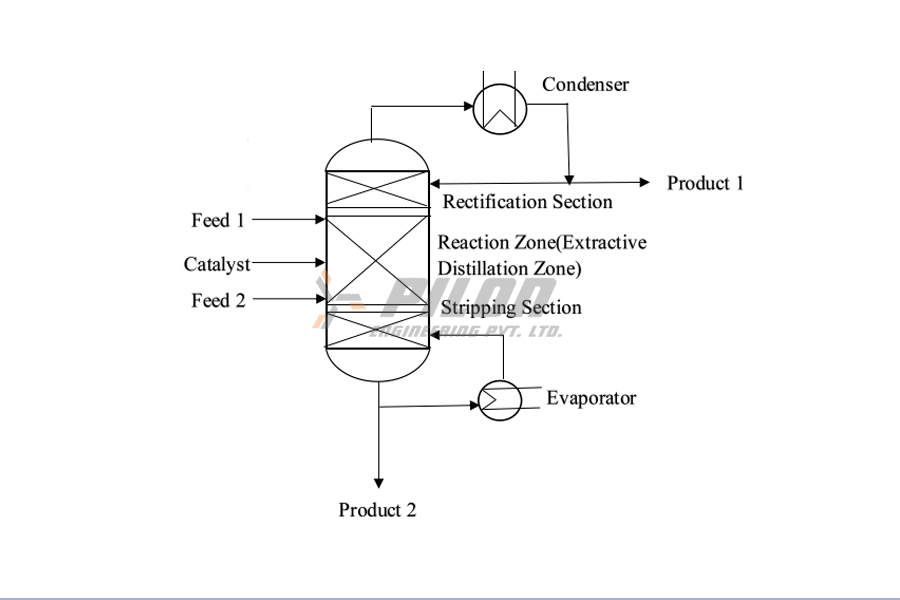
RD (Reactive Distillation) is especially attractive in systems where certain chemical and phase equilibrium conditions co-exist. The reaction and distillation take place in the same zone of a distillation column, the reactants being converted with the simultaneous separation of the products and recycle of unused reactants. As the products must be separated from reactants by distillation, this implies that the products should be lighter and/or heavier than the reactants. The ideal case is when one product is the lightest and the other product is the heaviest, with the reactants being the intermediate boiling components. Moreover, as both operations occur simultaneously in the same unit, there must be a proper match between the temperatures and pressures required for reaction and separation.
If there is no significant overlap of the operating conditions of reaction and separation, then the combination of reaction and distillation is not possible (e.g., a high pressure reaction cannot be combined with a vacuum distillation).
Few key advantages of Reactive distillation
- An enhancement of conversion and selectivity,
- a reduction of investment,
- a simpler process,
- the use of the heat of reaction (if present) in situ,
- ease of control of the reaction temperature (evaporating system),
- and the possibility of overcoming azeotropes.
Main components of the System
- Feed section where there were 2 feed tanks,
- 2 feed pumps,
- static mixture,
- agitated reactor with level, pressure, rpm and temperature control
- Column having stripping, reaction and rectification zones
- Condenser | reflux section
- Distillate vessel followed by KO pot
- Vacuum pump
- Fully automated PLC system with necessary trend capture and data logging